Task 36 Material and Energy Valorisation of Waste in a Circular Economy (previously known as Integrating Energy Recovery into Solid Waste Management Systems) is an international working group which seeks to raise public awareness of sustainable energy generation from biomass residues and waste fractions including municipal solid waste (MSW) as well as to increase technical information dissemination. As outlined in the 3-year work programme, Task 36 seeks to understand what role energy from waste and material recycling can have in a circular economy and identify technical and non-technical barriers and opportunities needed to achieve this vision.
News and Highlights
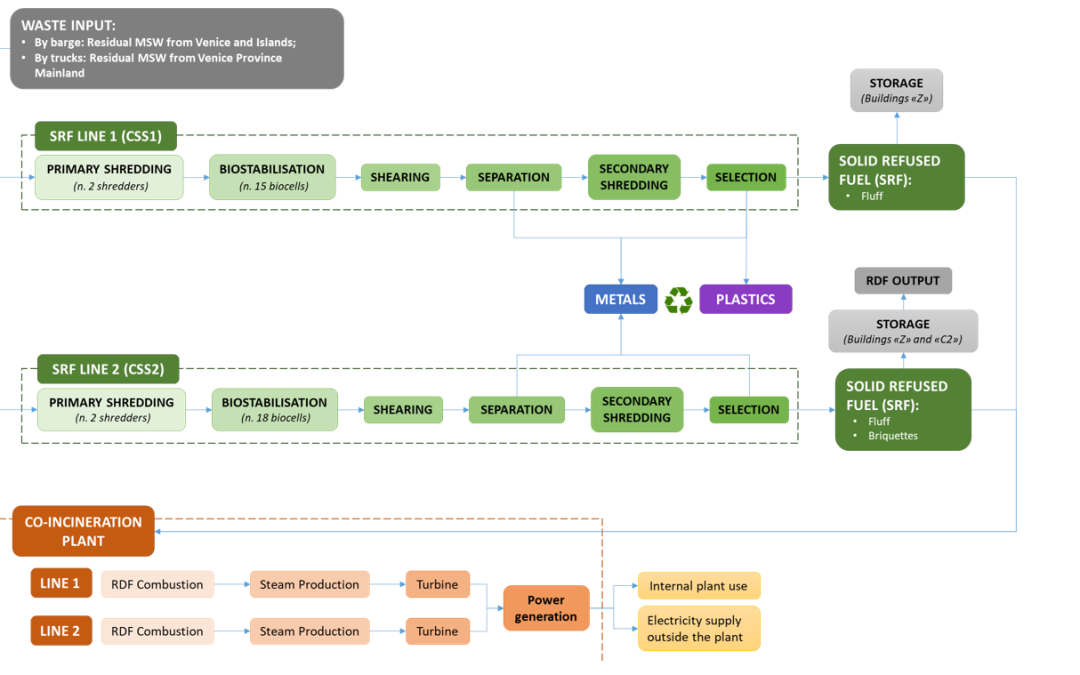
New Case study about MSW sorting facility in Italy
Eco+Eco plant provides an example of MSW management covering an extended and complex area such the Venice Province, with improved sorting technology moving towards “closing the circle”. This report is part of a series of reports to explore lessons on sorting...
Workshop: Biomass combustion and CCUS – recording and slides available now
Workshop: Biomass combustion and CCUS on 21st September 2023 Bioenergy combined with carbon capture and utilisation or storage, also known as BECCUS is a concept that has been discussed in climate change mitigation research for quite some time. During the last five...
Recent Events

Sustainability Series Workshop on Food Waste – 18th October
Sustainability Series Workshop on Food Waste A participatory workshop to inform and engage participants in a discussion about sustainability and food waste. In some places such as South Africa, the US and Ireland, there is still a poor public perception of...
Workshop: Biomass combustion and CCUS
Workshop organized by IEA Bioenergy Task 32 (Biomass combustion) Timing: Thursday 21 September 2023, 13:00 – 17:00 CEST Concept: Hybrid workshop – Speakers present in Copenhagen and online, audience online Admission: Free Please register here Bioenergy combined with...
Latest Publications and Reports
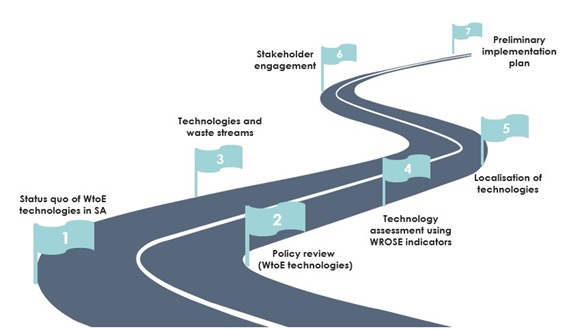
Energy from waste: Regional Sustainability Workshop Series
In several places in the world, there is still a poor public perception of Energy- from-Waste systems. Lack of transparency during the decision-making process, not inviting residents and stakeholders to be part of the project, as well as lack of information exchange...
Case study about a MSW sorting facility in Italy – Eco+Eco Srl
Case study about a MSW sorting facility in Italy - Eco+Eco Srl This report is part of a series of reports to explore lessons on sorting technologies for waste in the field of material and energy valorisation of waste within the framework of IEA Bioenergy Task 36. The...
The IEA Bioenergy Technology Collaboration Programme (TCP) is organised under the auspices of the International Energy Agency (IEA) but is functionally and legally autonomous. Views, findings and publications of the IEA Bioenergy TCP do not necessarily represent the views or policies of the IEA Secretariat or its individual member countries.